FMEA (englisch Failure Mode and Effects Analysis, deutsch Fehlermöglichkeits- und Einflussanalyse[1][2][3] oder kurz Auswirkungsanalyse) ist eine analytische Methode der Zuverlässigkeitstechnik, welche qualitative Aussagen liefert. Dabei werden mögliche Produktfehler nach ihrer Bedeutung für den Kunden, ihrer Auftretenswahrscheinlichkeit und ihrer Entdeckungswahrscheinlichkeit mit jeweils einer Kennzahl bewertet.
Die FMECA (engl. Failure Mode and Effects and Criticality Analysis) ist eine Ergänzung der FMEA hinsichtlich der Kritikalität und liefert quantitative Aussagen. Die Fehlerbaumanalyse betrachtet im Gegensatz zur FMEA das Zusammenspiel unterschiedlicher Ursachen (Ereigniskombinationen) und liefert ebenfalls quantitative Aussagen. Des Weiteren existiert die FMEDA (engl. Failure Modes, Effects, and Diagnostic Analysis) welche ebenfalls quantitative Aussagen trifft und Mehrfachfehlerbetrachtungen beinhaltet.[4]
Im Rahmen des Qualitätsmanagements bzw. Sicherheitsmanagements wird die FMEA zur Fehlervermeidung und Erhöhung der technischen Zuverlässigkeit vorbeugend eingesetzt. Die FMEA wird insbesondere in der Design- bzw. Entwicklungsphase neuer Produkte oder Prozesse angewandt. Weit verbreitet ist diese Methode in der Automobilindustrie sowie der Luft- und Raumfahrt, aber auch in anderen Industriezweigen ist eine sachgemäß durchgeführte FMEA häufig gefordert. Zu beachten ist grundsätzlich, dass verschiedene Industriezweige nach unterschiedlichen Methodenbeschreibungen arbeiten. Die DIN EN 60812 beschäftigt sich mit der Funktionsfähigkeit von Systemen unter der Bezeichnung Fehlzustandsart- und -auswirkungsanalyse (FMEA).[5]
Basis
FMEA zielt darauf, Fehler von vornherein zu vermeiden, statt sie nachträglich zu entdecken und zu korrigieren. Bereits in der Entwurfsphase sollen potenzielle Fehlerursachen identifiziert und bewertet werden. Damit werden Kontroll- und Fehlerfolgekosten in der Produktion oder gar beim Kunden vermieden. Durch die dabei gewonnenen Erkenntnisse wird zudem die Wiederholung von Entwurfsmängeln bei neuen Produkten und Prozessen vermieden.
Die Methodik der FMEA soll schon in der frühen Phase der Produktentwicklung (Planung und Entwicklung) innerhalb Produktlebenszyklus angewandt werden, da eine Kosten-/Nutzenoptimierung in der Entwicklungsphase am wirtschaftlichsten ist (präventive Fehlervermeidung). Je später ein Fehler entdeckt wird, desto schwieriger und kostenintensiver wird seine Korrektur.
Arten
Die FMEA kann in mehrere Arten unterteilt werden:
- Design-FMEA (D-FMEA)
- Die Design- oder Konstruktions-FMEA (auch K-FMEA) dient in der Entwicklung und Konstruktion dazu, die Fertigungs- und Montageeignung eines Produkts möglichst frühzeitig einzuschätzen. Die Betrachtung beinhaltet systematische Fehler während der Konstruktionsphase.
- System-FMEA (S-FMEA)
- Die System-FMEA untersucht das Zusammenwirken von Teilsystemen in einem übergeordneten Systemverbund bzw. das Zusammenwirken mehrerer Komponenten in einem komplexen System. Sie zielt dabei auf die Identifikation potenzieller Schwachstellen, insbesondere auch an den Schnittstellen, die durch das Zusammenwirken der einzelnen Komponenten oder die Interaktion des eigenen Systems mit der Umwelt entstehen könnten. Die Betrachtung beinhaltet zufällige und systematische Fehler während des Betriebes.
- Hardware-FMEA
- Eine Hardware-FMEA hat zum Ziel, Risiken aus dem Bereich Hardware und Elektronik zu analysieren, zu bewerten und mit Maßnahmen abzustellen.
- Software-FMEA
- Eine Software-FMEA leistet dieselbe Aufgabe für erzeugten Programmcode.
- Prozess-FMEA
- Die Prozess-FMEA (auch P-FMEA) kann sich auf die Ergebnisse der Design-FMEA stützen, kann aber auch isoliert durchgeführt werden. Sie befasst sich mit möglichen Schwachstellen im Prozess zum Ziele der Qualitätssteigerung.[6]
Dabei wurde durch den VDA 2007 die System-FMEA und die HW- / SW- / Konstruktions-FMEA zur sogenannten Produkt-FMEA zusammengefasst, da das zu betrachtende System meist nicht eindeutig aufgelöst werden kann. Dieses Regelwerk wurde wiederum 2019 vom AIAG-VDA-FMEA-Handbuch ersetzt.
Die System-FMEA Produkt wird innerhalb des Entwicklungsprozesses angewandt. Ihre Aufgabe ist es einerseits, das Produkt auf Erfüllung der im Pflichtenheft festgelegten Funktionen hin zu untersuchen, andererseits aber vor allem, Fehlermöglichkeiten, die zur Nichterfüllung der Anforderungen führen, zu sammeln und zu bewerten. Dabei sind für alle risikobehafteten Teile eines Produktes geeignete Maßnahmen zur Vermeidung oder Entdeckung der potenziellen Fehler zu planen.
Die System-FMEA auf Bauteilebene entspricht der bisherigen Definition der Konstruktions-FMEA. Sie dient zur Analyse aller Bauteilmerkmale, die zur Erfüllung der geforderten Bauteilfunktion notwendig sind.
Die System-FMEA Prozess wird noch innerhalb des Produktionsplanungsprozesses angewandt. Sie baut logisch auf den Ergebnissen der untergeordneten FMEA auf. Ein Fehler der System-FMEA Produkt, dessen Ursache im Herstellungsprozess liegt, wird folgerichtig als Fehler in die Prozess-FMEA übernommen. Aufgabe der System-FMEA Prozess ist es, den gesamten Herstellungsprozess eines Produktes auf die Eignung zur Herstellung des Produktes hin zu untersuchen. Dabei sind für alle Fehler, die bei der Herstellung des Produktes auftreten können, geeignete Maßnahmen zu deren Vermeidung und / oder Entdeckung zu planen.
Eine weitere Möglichkeit zur Einteilung der FMEA ergibt sich aus dem Zeitpunkt ihrer Durchführung:
Präventive FMEA
Eine präventive FMEA wird zur proaktiven bzw. möglichst frühen Identifikation und Beseitigung von Fehlern eingesetzt. Ca. 75 % der Fehler entstehen in der Definitions-, Entwicklungs- und zum Teil Produktions- und Planungsphase. Zugleich werden 80 % der Fehler üblicherweise in der Planungs-, Produktions-, Produktionsprüfungs- und Nutzungsphase entdeckt. Da die Kosten für die Behebung von Fehlern ab der Produktionsprüfungsphase immens ansteigen, kommt der präventiven FMEA und dem frühzeitigen Erkennen von Fehlern eine besonders große Bedeutung zu. Dabei wird am Anfang der Entwicklungsphase eines Produktes oder Prozesses ein Dokument erstellt, das das Produkt oder den Prozess über seine gesamte Lebenszeit begleitet und alle relevanten Entwicklungen und Parameter festhält.[7]
Korrektive FMEA
Eine korrektive FMEA wird vorgenommen, um Fehler in den späteren Phasen der Lebenszyklen zu entdecken und ist daher meist deutlich aufwendiger als eine präventive FMEA. Sie beinhaltet eine Rückwärtsbetrachtung des gesamten Prozesses und Produktes und seiner Komponenten.[7]
Reverse FMEA
Eine relativ neue und weniger verbreitete Variante ist die Reverse FMEA. Sie wird zur methodischen Überprüfung der PFMEA genutzt, wobei die Basis aus Erkenntnissen von vor Ort durchgeführten Audits und dokumentierten Fehlermöglichkeiten besteht.
MSR-FMEA
Monitoring und Systemreaktion. Diese FMEA-Art wird in der Automobilindustrie angewendet, um z. B. in der System-FMEA identifizierten Fehlerfolgen vorzubeugen. Das klassische Beispiel ist die zulassungsrelevante Emission. Bei aktuellen Diesel-Verbrennungsmotoren wird AdBlue zur Verbrennung hinzugegeben, um die Stickoxide zu reduzieren. Der Füllstand des AdBlue-Tanks wird überwacht (Monitoring). Bei niedrigem Füllstand erhält der Benutzer zuerst eine Aufforderung zum Nachfüllen. Sinkt der Füllstand weiter, wird der erneute Motorstart verhindert (Systemreaktion) und dadurch die Verletzung von gesetzlichen und behördlichen Anforderungen verhindert.[8]
Anwendung
Bei der Anwendung wird zunächst ein Team aus Mitarbeitern verschiedener Unternehmensfunktionen (interdisziplinäres Team) gebildet. Einzubeziehen sind insbesondere Konstruktion, Entwicklung, Versuch, Fertigungsplanung, Fertigungsausführung, Qualitätsmanagement etc. Der Analyseprozess selbst wird dann mit Hilfe von Formblättern (z. B. QS-9000, VDA-Formblatt, AIAG-Formblatt …) oder entsprechender Software in formalisierter Weise (VDA 4.2) durchgeführt.
Die FMEA enthält
- eine Eingrenzung des betrachteten Systems,
- eine Strukturierung des betrachteten Systems,
- Definitionen von Funktionen der Strukturelemente,
- eine Analyse auf potenzielle Fehlerursachen, Fehlerarten und Fehlerfolgen, die sich direkt (z. B. unter Anwendung der W-Fragen[9]) aus den Funktionen der Strukturelemente ableiten,
- eine Risikobeurteilung,
- Maßnahmen- bzw. Lösungsvorschläge zu priorisierten Risiken
- eine Verfolgung vereinbarter Vermeidungs- und Entdeckungsmaßnahmen und
- eine Restrisikobeurteilung bzw. -bewertung.
Potenzielle Fehler werden analysiert, indem der Fehlerort lokalisiert wird, die Fehlerart bestimmt, die Fehlerfolge beschrieben und anschließend die Fehlerursache ermittelt wird. Zur Ermittlung denkbarer Fehlerursachen kann ein sogenanntes Ursache-Wirkungs-Diagramm erstellt werden. Für jede erkannte mögliche Fehlerursache sollen Abstellmaßnahmen zur Vermeidung und/oder Entdeckung definiert und umgesetzt werden.
Die Kennzahlen B, A und E (im Englischen SOD) zur Bedeutung (der Fehlerfolge, engl. Severity S), Auftretenswahrscheinlichkeit (der Fehlerursache, engl. Occurrence O) und Entdeckungswahrscheinlichkeit (des Fehlers oder seiner Ursache; ggf. auch der Folge; engl. Detection D) sind eine Grundlage zur Risikobeurteilung. Die Kennzahlen sind ganzzahlige Zahlenwerte zwischen 1 und 10 und werden unter Zuhilfenahme von Bewertungskatalogen vergeben.
Mit der Berechnung der Risiko-Prioritätszahl (RPZ) wird der Versuch gemacht, eine Rangfolge der Risiken zu erstellen. Die RPZ entsteht durch Multiplikation der B-, A- und E-Bewertungszahlen () und kann dementsprechend Werte zwischen 1 und 1000 annehmen. Es sollte der Anspruch bestehen, dass die RPZ, mindestens im Vergleich mit anderen RPZ der gleichen FMEA, eine Aussage im Sinne besser/schlechter erlaubt. Dies ist aber nach DIN EN 60812 allgemein nicht erfüllt.

Das Ziel der RPZ, die Bedeutung und den Rang eines Fehlers abzuschätzen, um hieraus Prioritäten für die zu ergreifenden Maßnahmen abzuleiten, wird immer wieder in Frage gestellt. Es gibt Versuche, zusätzlich oder alternativ mit der Kenngröße () zu arbeiten. Bei Design Review Based on Failure Mode (DRBFM, versagenserfassungsgestützte Konstruktionsänderung), der bei Toyota eingesetzten FMEA-Systematik, unterbleibt die Festlegung von Kennzahlen in Gänze. Maßnahmen werden dort ausschließlich von Fachleuten abgeschätzt bzw. als Ergebnis der Teamdiskussion festgelegt.

Ziele der FMEA
Die Ziele der FMEA leiten sich aus den Unternehmenszielen ab. Gestiegene Qualitäts- und Risikoansprüche der Kunden wirken sich dabei ebenso aus, wie die erforderliche Kostenoptimierung der Produkte und Prozesse. Die Unternehmensziele werden zum Qualitäts- & Risikomanagement heruntergebrochen, also konkretisiert, dann sind es Handlungsziele.
- Unternehmensziele erreichen
- Sicherheitsnachweis
- Nachweis der Produkt-/System oder Anlagenperformance bzw. Verfügbarkeit (Availability)
- Steigerung der Funktionssicherheit und Zuverlässigkeit von Produkten und Prozessen
- Entlastungsnachweis im Produkthaftungsfall
- zielgerechte Kommunikation in internen und externen Kunden- und Lieferantenbeziehungen
- Aufbau einer Wissensbasis
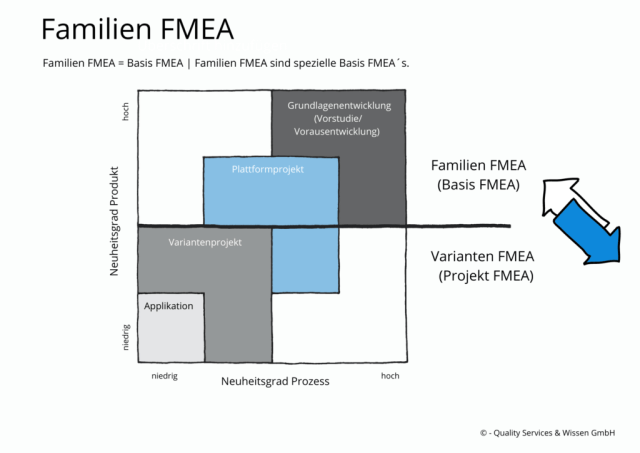
- Basis-FMEA
- Varianten – Projekt-FMEA[10]
- Basis-FMEA
- Verständnis schaffen hinsichtlich funktionaler Zusammenhänge von Teilen, Baugruppen und Komponenten sowie von Prozessen und Teilprozessschritten
- Kosten einsparen durch Senkung von ungeplanten Anlaufkosten, Reduktion von Ausschuss in der Produktion, Vermeidung von 0-km-Reklamationen und Feldausfällen und den damit verbundenen Kosten
- Basis für Produktionslenkungspläne, Instandhaltungspläne … schaffen
Maßnahmen
Es wird zwischen Vermeidungsmaßnahmen und Entdeckungsmaßnahmen unterschieden. Vermeidungsmaßnahmen dienen zur Begründung der Bewertungszahl für die Auftretenswahrscheinlichkeit (A) und Entdeckungsmaßnahmen zur Begründung der Bewertungszahl für die Entdeckungswahrscheinlichkeit (E). Im Zweifelsfall soll die Vermeidungs- der Entdeckungsmaßnahme vorgezogen werden.
Maßnahmen beim Ist-Stand (Anfangsstand) werden meist ohne Verantwortlichen und Termin dokumentiert. Mit den Bewertungszahlen für B, A und E wird die AP (früher RPZ) für den Ist-Stand berechnet.
Früherer Ansatz
Zusätzliche Maßnahmen sind darauf gerichtet,
- die Auftretenswahrscheinlichkeit einer Fehlerursache zu reduzieren (z. B. durch den Einbau verbesserter Bauteile).
- die Entdeckenswahrscheinlichkeit für eine potenzielle Fehlerursache zu erhöhen, indem bspw. zusätzlich Prüfungen vorgesehen werden.
Bei Änderungen am Produkt oder Prozess ist für den durch die Änderung betroffenen Bereich eine neue Risikobetrachtung erforderlich. Ein „verbessertes Bauteil“ kann z. B. neben positiven Aspekten ein höheres Gewicht oder einen höheren Stromverbrauch haben.
Die Entdeckungsmaßnahme wird aus pragmatischen Gründen meist nicht die Fehlerursache entdecken, sondern den Fehler oder die Fehlerfolge. Die Dokumentation erfolgt dennoch meist bei der Fehlerursache.
Soll ein kontinuierlicher Verbesserungsprozess unterstützt werden, dann werden die Maßnahmen in Maßnahmenständen mit jeweils eigener A- und E-Bewertungszahl und damit eigener RPZ gruppiert.
Im Bereich der Automobilindustrie werden bei Konstruktions-FMEA die Maßnahmenstände zudem kategorisiert, um bei Fehlerursachen auf die Themenfelder Entwicklung, Feld und Service eingehen zu können. In jeder Kategorie gibt es eine eigene RPZ.
Die Risikobewertung fand gemäß ehemaligem AIAG-FMEA-Regelwerk nicht mehr alleine durch die bereits genannte RPZ statt, sondern vielmehr nach folgendem Ablauf: Höchste Prioritäten hatten hohe Bedeutungen (10), danach wurde das Produkt aus Bedeutung und Auftretenswahrscheinlichkeit betrachtet (B*A), dieses wurde auch als Kritikalität oder Technisches Risiko bezeichnet (zu berücksichtigen sind die den Bewertungszahlen hinterlegten Kataloge, A=x gibt einen Bereich und keine feste ppm-Zahl für die Auftretenswahrscheinlichkeit des Fehlers an). Erst dann griff zur Priorisierung der restlichen Punkte die RPZ.
Die Risikobewertung gemäß ehemaligem VDA-FMEA Regelwerk (Kapitel 2.8.3) kannte den AIAG-Ablauf in dieser Form nicht. Es wurde empfohlen, per Risikomatrix zu arbeiten anstelle von einem starren RPZ-Grenzwert.
Aufgabenpriorität (AP)
Das harmonisierte AIAG- / VDA-FMEA-Handbuch (2019) ersetzt die früheren RPZ- und Risikomatrixansätze durch die Aufgabenpriorität (AP). Die AP macht eine Aussage über die Notwendigkeit zusätzlicher Verbesserungsmaßnahmen. Sie behebt die Schwachstellen der früheren Herangehensweisen und betrachtet alle Kombinationen aus B, A und E.[11][12][13][14]
Bewertung
Die Bewertung erfolgt durch interdisziplinäre Teams, die jeweils Punkte von „10“ bis „1“ vergeben. Es wird immer von der höheren Bewertung zur niedrigeren Bewertung abgestuft.
- Bedeutung oder Schwere der Fehlerfolge wird aus der Sicht des Kunden bewertet (hoch = „10“ bis gering = „1“).
- Auftretenswahrscheinlichkeit der Ursache (hoch = „10“ bis gering = „1“)
- Entdeckenswahrscheinlichkeit der Ursache oder des Fehlers im Prozess, vor Übergabe an den Kunden (gering = „10“ bis hoch = „1“)
Firmen können mit eigenen, an die Normenwerke angelehnten, Katalogen zur Bewertung von Risiken und Kriterien für die Ergreifung von Maßnahmen zur Risikoreduzierung arbeiten. Das neue AIAG-VDA-FMEA-Handbuch (2019) sieht zudem eine extra Spalte für firmenspezifische Beispiele vor.
Alte Herangehensweise
Der Kunde kann hierbei sowohl der Endkunde als auch ein (z. B. firmeninterner) Zwischenkunde sein, der die FMEA fordert. Risiko-Prioritäts-Zahlen (RPZ; auch RPN) können zur Rangfolge für die Vereinbarung von Gegenmaßnahmen im Entwicklungsprozess genutzt werden. Die RPZ allein ist zur Beurteilung von Risikopotentialen nicht geeignet. Eine RPZ bspw. von 120 kann auf verschiedene Art und Weisen entstanden sein, wie z. B. aus B × A × E = 10 × 3 × 4 oder aber aus 5 × 8 × 3. Eine Bedeutung von B=10 und eine eher mäßige Entdeckung von E=4 ist weniger akzeptabel als eine Fehlerfolge, bewertet mit B=5, die sehr häufig auftritt (A=8), aber gut entdeckt wird (E=3).
Eine Bewertung des absoluten Risikopotentials kann aus den Faktoren nicht abgeleitet werden.
Nach der Erstbewertung und abgearbeiteten Maßnahmen erfolgt eine erneute Risikobewertung: Es wird durch nochmalige Ermittlung einer RPZ geprüft, ob die geplanten Maßnahmen ein befriedigendes Ergebnis versprechen (die Bedeutung der Fehlerfolge bleibt unverändert). Entspricht das Ergebnis noch nicht den geforderten Qualitätsansprüchen des Kunden, so müssen weitere Vermeidungs- oder Entdeckungsmaßnahmen ergriffen und/oder Lösungsansätze entwickelt werden. Die VDA-Bände 4, Teil 2 und 3 empfahlen detailliert eine systematische Vorgehensweise (2006).
Neue Herangehensweise
Das harmonisierte AIAG-VDA-FMEA-Handbuch (2019) ersetzt die früheren RPZ- und Risikomatrixansätze durch die Aufgabenpriorität (AP). Die AP macht eine Aussage über die Notwendigkeit zusätzlicher Verbesserungsmaßnahmen in Form von hoch, mittel oder niedrig (keine Zahl mehr). Sie behebt die Schwachstellen der früheren Herangehensweisen und betrachtet alle Kombinationen aus B, A und E.[15][16][17][18]
Kritik
Seit 2003 ist belegt, dass die klassische Konstruktion der Risikoprioritätszahlen systematische Schwächen enthält,[19] insbesondere:
- Die Multiplikation der ordinal skalierten Merkmale B, A und E ist streng mathematisch nicht definiert.
- Es ist nicht sichergestellt, dass ähnlichen Risiken dieselben RPZ zugeordnet werden.
- Es gibt Risiken, denen zwar dieselbe RPZ zugeordnet wird, die aber nicht gleichermaßen akzeptabel sind.
Ebenfalls ist bekannt, wie diese Probleme behoben werden können[20] und es wurde auch quantitativ gezeigt, dass mit RPZ Risiken gleich behandelt werden, obwohl sie sich um mehrere Größenordnungen unterscheiden.[21]
Daraufhin wurden diese Konstruktionsschwächen 2006 auch in der DIN EN 60812 benannt. Die grundlegenden Arbeiten zur Erklärung und Behebung der Schwächen[22] wurden 2007 von der Deutschen Gesellschaft für Qualität mit dem Walter-Masing-Preis ausgezeichnet.[23] Die sich daraus ergebenden allgemeinen Anforderungen für auf RPZ aufbauende Methoden zur Risikoanalyse wurden in DIN VDE V 0831-101 festgelegt.
Diese Erkenntnisse haben in einigen Branchen zu Anpassungen der RPZ-Methode geführt, in der Eisenbahn-Signaltechnik wurde mit DIN VDE V 0831-103 eine darauf aufbauende neue Methode eingeführt.
Für die nordamerikanische und europäische Automobilindustrie werden sich ab der zweiten Jahreshälfte 2019 im Zuge der FMEA-Harmonisierung von AIAG und VDA wesentliche Änderungen ergeben. Unter anderem wird die Berechnung der RPZ durch die neue Kennzahl Aufgabenpriorisierung ersetzt. Diese macht keine Aussage zum bestehenden Risiko, gibt aber für jede Kombination aus B, A und E an, wie dringend zusätzliche Maßnahmen notwendig sind. Außerdem wird das Formblatt um zusätzliche Spalten erweitert und ein neuer erster Schritt zur FMEA-Erstellung (Betrachtungsumfang) eingeführt werden.[24]
Ein weiterer Kritikpunkt ist der hohe Zeitaufwand, der mit einer FMEA-Erstellung bzw. dessen Pflege verbunden ist. Entwicklungen aus dem Bereich der Künstlichen Intelligenz bieten Potential für Effizienzsteigerungen und können das Problem damit abmildern.[25]
Historisches
Erstmals wurde eine Beschreibung zur FMECA-Methode als United States Military Procedure veröffentlicht.[26] Die Einsatzfelder der FMEA/FMECA haben sich im Laufe der Zeit ausgeweitet. Ursprünglich im militärischen Bereich angesiedelt, hat die FMEA nach ihrer Verbreitung in der Luft- und Raumfahrt Einzug in der Automobilindustrie gehalten. Der flächendeckende Einsatz der FMEA im Bereich der Automobilindustrie wurde von Ford initiiert, nachdem es in den 1970er Jahren beim Modell Ford Pinto aufsehenerregende Probleme gegeben hatte.[27] Da der FMEA ein universelles Methoden-Modell zugrunde liegt, findet sie auch in anderen Bereichen, in denen systematisch gearbeitet wird, ihren Einsatz, z. B. Medizintechnik, Lebensmittelindustrie (als Gefahrenanalyse und kritische Kontrollpunkte, abgekürzt HACCP), Anlagenbau, Software-Entwicklung.
In den 1970er Jahren konfrontierten die drei größten US-amerikanischen Automobilunternehmen GM, Ford und Chrysler ihre Zulieferer mit jeweils individuellen FMEA-Richtlinien. Eine davon hatte z. B. nur fünf Bewertungszahlen für B, A und E. Auf Initiative der Zulieferer wurde eine Vereinheitlichung in Form der QS-9000-FMEA Anfang der 1980er erreicht; die Big Three (Ford, GM und Chrysler) nahmen dabei die FMEA-Methodenbeschreibung von Ford als Grundlage und fügten nur wenige unverzichtbare Ergänzungen in Form von Anlagen hinzu, z. B. jeweils eigene Symbole für die Klassifikation. In den Folgejahren erfolgte die flächendeckende Einführung von FMEA in der Zulieferindustrie. 1996 wurde vom Verband der Automobilindustrie (VDA) eine verbesserte FMEA-Systematik veröffentlicht. In der seit 2002 verfügbaren dritten Auflage der QS-9000-FMEA-Methodenbeschreibung wurden einige Elemente des VDA-Ansatzes übernommen. 1997 beschrieb Toyota erstmals eine änderungsfokussierte FMEA, die heute als DRBFM-Methodik bekannt ist. Im März 2007 ging die „VDA FMEA 2. Auflage“ in Druck. Nachdem die QS-9000-Standards nicht mehr aktuell sind, wurde die AIAG als Herausgeber der jetzt verfügbaren „AIAG-FMEA 4th edition“ (Juni 2008) gewählt. Im Jahr 2019 wurden die bisherigen FMEA Regelwerke von AIAG und VDA abgelöst durch das harmonisierte VDA AIAG FMEA Handbuch[28]. Zu beachten ist grundsätzlich, dass verschiedene Industriezweige nach unterschiedlichen, sehr konkreten, Methodenbeschreibungen arbeiten. Die DIN EN 60812:2006 bezieht sich auf die Funktionsfähigkeit von Systemen und spricht von Fehlzustandsart- und -auswirkungsanalyse.
Normen und Standards
Für die FMEA gibt es vielfältige Normen und Standards je nach Anwendungskontext. Eine allgemeine kontextunspezifische Normierung erfolgte 1980 durch die DIN 25448 unter dem Stichwort „Ausfalleffektanalyse“'. Diese Norm wurde 2006 aktualisiert durch die DIN EN 60812 unter dem Stichwort „Fehlzustandsart- und -auswirkungsanalyse“. Daneben gibt es zahlreiche kontextspezifische Standardisierungen, nachfolgend eine kleine Auswahl:
- Design Review Based on Failure Mode (DRBFM)
- Von Toyota wurde die DRBFM als auf Änderungen fokussierte FMEA-Methode entwickelt. Die DRBFM soll die Trennung zwischen Entwicklungs- und Qualitätsprozess aufheben und den Entwicklungsingenieur direkter in den Qualitätsprozess mit einbinden.
- Gefahrenanalyse und kritische Kontrollpunkte (HACCP)
- Auf Lebensmittel ist das HACCP-Konzept ausgerichtet. Ursprünglich von der NASA zusammen mit einem Lieferanten entwickelt, um die Sicherheit der Astronautennahrung zu gewährleisten, wird es heute von der US-amerikanischen National Academy of Sciences sowie von der Ernährungs- und Landwirtschaftsorganisation der Vereinten Nationen (FAO) empfohlen. In der Europäischen Union ist HACCP seit 2006 für Produktion von und Handel mit Lebensmitteln verpflichtend.
- Failure Mode, Effects, and Criticality Analysis (FMECA)
- Die FMECA ist eine erweiterte FMEA für die Analyse und Bewertung der Ausfallwahrscheinlichkeit und des zu erwartenden Schadens.
- Failure Mode, Effects and Diagnostic Analysis (FMEDA)
- Die FMEDA untersucht quantitativ alle elektronischen Bauteile nach ihrer Zuverlässigkeit (zufällige Fehler als Ergänzung zu den systematischen Fehlern einer FMEA). Die FMEDA bestimmt zusätzlich die Safe Failure Fraction (SFF) als Bewertungsgröße für das Functional Safety Management nach IEC 61508.
Siehe auch
Literatur
- DIN EN 60812: Analysetechniken für die Funktionsfähigkeit von Systemen – Verfahren für die Fehlzustandsart- und -auswirkungsanalyse (FMEA), November 2006
- DIN VDE V 0831-101: Elektrische Bahn-Signalanlagen – Teil 101: Semi-quantitative Verfahren zur Risikoanalyse technischer Funktionen in der Eisenbahnsignaltechnik, Mai 2011
- DIN VDE V 0831-103: Elektrische Bahn-Signalanlagen – Teil 103: Ermittlung von Sicherheitsanforderungen an technische Funktionen in der Eisenbahnsignaltechnik. November 2014
- DGQ: Band 13–11 FMEA – Fehlermöglichkeits- und Einflussanalyse. 3. Auflage. 2004, ISBN 3-410-32962-5.
- Otto Eberhardt: Risikobeurteilung mit FMEA. 2012, ISBN 978-3-8169-3128-7.
- Roland Mathe: FMEA für das Supply Chain Management. Prozessrisiken frühzeitig erkennen und wirksam vermeiden mit Matrix-FMEA. Symposion Publishing GmbH, Düsseldorf 2012, ISBN 978-3-86329-448-9.
- Dieter H. Müller, Thorsten Tietjen: FMEA-Praxis. 2. Auflage. 2003, ISBN 3-446-22322-3.
- VDA: VDA-Band 4 Sicherung der Qualität vor Serieneinsatz – System-FMEA. 1. Auflage. 1996, ISSN 0943-9412 (ersetzt durch 2. Auflage 2006)
- VDA: VDA-Band 4 Sicherung der Qualität vor Serieneinsatz – Produkt- und Prozess-FMEA. 2. Auflage. 2006 (Loseblattsammlung) (ersetzt durch AIAG & VDA FMEA Handbuch)
- Martin Werdich: FMEA – Einführung und Moderation. 2. Auflage. Vieweg & Teubner 2012, ISBN 978-3-8348-1787-7.
- VDA: AIAG & VDA FMEA-Handbuch 1. Ausgabe 2019
Einzelnachweise
- ↑ QS-9000
- ↑ Grundlagen der Fehlermöglichkeits- und Einfluss-Analyse. In: Qualität und Zuverlässigkeit. Abgerufen am 25. Dezember 2014.
- ↑ FMEA – Fehlermöglichkeits- und Einflussanalyse. (PDF) Deutsche Gesellschaft für Qualität, 2012, abgerufen am 25. Dezember 2014.
- ↑ AIAG VDA FMEA Handbuch S. 17, abgerufen am 25. August 2021
- ↑ DIN EN 60812:2006-11, abgerufen am 25. August 2021
- ↑ Björn Richerzhagen: Prozess-FMEA. In: Blog. MINAUTICS, abgerufen am 17. April 2020.
- ↑ a b FMEA: Definition, Ziele, Methoden und Umsetzung. Abgerufen am 8. September 2020.
- ↑ AIAG & VDA: AIAG & VDA FMEA-Handbuch. Hrsg.: VDA-QMC. 1. Auflage 2019. VDA-QMC, 2019, S. 122.
- ↑ Thorsten Tietjen, Dieter H. Müller: FMEA-Praxis. Ausgabe 2. Hanser Verlag, 2003, ISBN 3-446-22322-3.
- ↑ FMEA – Fehlermöglichkeits und Einflussanalyse – Quality Services & Wissen GmbH. Abgerufen am 24. November 2023.
- ↑ KVP Institut: Bewertung in der FMEA: AP Logik statt RPZ
- ↑ AIAG / VDA FMEA handbook 2019. Abgerufen am 14. September 2020.
- ↑ VDA: German automotive industry demands the highest quality from its products (Memento des vom 2. März 2021 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis.. Abgerufen am 14. September 2020.
- ↑ qualitydigest.com: Introducing the AIAG-VDA DFMEA. Abgerufen am 14. September 2020.
- ↑ KVP Institut: Bewertung in der FMEA: AP Logik statt RPZ
- ↑ AIAG / VDA FMEA handbook 2019. Abgerufen am 14. September 2020.
- ↑ VDA: German automotive industry demands the highest quality from its products (Memento des vom 2. März 2021 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis.. Abgerufen am 14. September 2020.
- ↑ qualitydigest.com: Introducing the AIAG-VDA DFMEA. Abgerufen am 14. September 2020.
- ↑ J. Bowles: An Assessment of RPN Prioritization in a Failure Modes Effects and Criticality Analysis. In: Proc. RAMS2003, Tampa, January 2003.
- ↑ J. Braband: Improving the Risk Priority Number Concept. In: Journal of System Safety. 3, 2003, S. 21–23.
- ↑ S. Kmenta, K. Ishii: Scenario-based Failure Modes and Effects Analysis using Expected Cost. In: ASME Journal of Mechanical Design. Vol. 126, No. 6, Issue MD-04-1027, 2005, S. 1027–1035.
- ↑ J. Braband: Beschränktes Risiko. In: Qualität und Zuverlässigkeit. 53(2), 2008, S. 28–33.
- ↑ Walter-Masing-Preisträger 2007, Deutsche Gesellschaft für Qualitätssicherung.
- ↑ AIAG VDA FMEA Handbuch abgerufen am 25. August 2021
- ↑ FMEA und KI. In: FMEA Skills. FMEA Skills - René Kaspar, 2023, abgerufen am 24. November 2023.
- ↑ MIL-P-1629 – Procedures for Performing a Failure Mode, Effects and Criticality Analysis. 9. November 1949.
- ↑ Ford Fuel System Recalls.
- ↑ AIAG VDA FMEA Handbuch abgerufen am 25. August 2021